The aluminum has a unique combination of properties that make it highly versatile and attractive construction material with universal application. Aluminum profiles are by-products generally for structural aims. They can distinguish 3 types of profiles according to their use. Architectural, construction and industrial.
- And some of their application areas;
- Shipbuilding
- Construction industry
- Heating, ventilation, and air-conditioning
- Automotive industry
- Solar collectors
- Advertising facilities
- Interior design
- Machine construction
- Sunshading systems
- Shower boxes
- Exhibition equipment
- Scaffoldings and supporting facilities
- Ladders
- Electric and electronic equipment and etc.
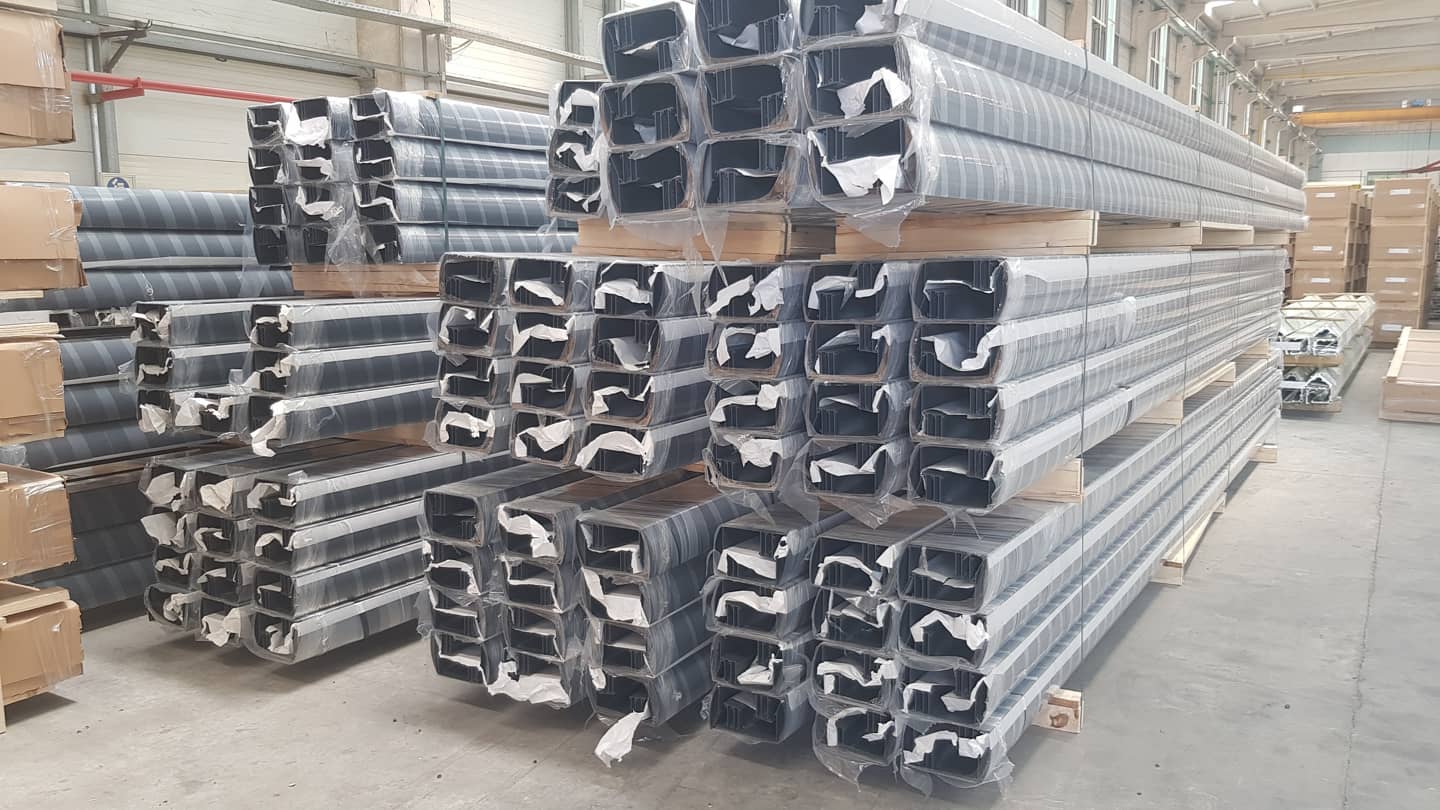
EAS Aluminium is one of the most modern, efficient aluminum extrusions in the world. Founded in 2008 and since then have achieved remarkable rates. We are an aluminum extruder specializing in top quality, tight tolerance, precision aluminum extrusions for progressive clients internationally. EAS Aluminium does its best to meet any requirement and find an optimal custom-made profile to suit your needs.
EAS Aluminium offers a wide range of standard aluminum profiles: T-type, U-type profiles, strips, corner profiles, round tubes, rod square tubes, rectangular tubes, etc.
As EAS Aluminium we use modern equipment and works according to the latest standards in quality, guaranteeing precision and quality that will meet its customers’ demanding standards.
You can find all of the standard profiles in basic products on our website.