Измерваме, тестваме, гарантираме
На всеки етап от производството ние гарантираме качество чрез прецизни измервания, калибрирано оборудване и стандартизирани тестове. Нашата цел е постоянство във всеки продукт и увереност във всяка доставка.
Нашите линии за екструзия, модерни автоматични системи за прахово боядисване, производствени и монтажни съоръжения добавят стойност и качество към алуминиевите профили. Всички наши производствени процеси са сертифицирани в съответствие с международните стандарти. Ние се грижим за вашите продукти, уважаваме околната среда и осигуряваме здравословна и безопасна работна среда за нашия екип.
Благодарение на нашата система за управление на качеството и интегрирана софтуерна инфраструктура, всеки процес е под контрол и отворен за непрекъснато усъвършенстване. От суровината до готовия продукт целият процес е проследим чрез нашата цифрова система, което гарантира удовлетвореността на клиентите.
Контролираме всички наши процеси и продукти с помощта на вътрешни лаборатории и модерно изпитвателно оборудване.
Някои от основните уреди за контрол на качеството, които използваме, за да отговорим на изискванията за инспекция и сертификация, са както следва:
Предоставяме измервателни доклади за всяка поръчка с помощта на високоточния фотометричен скенер на профили NEXUS.
Универсален уред за изпитване на твърдост
Уред за измерване на грапавостта на повърхности
Спектрофотометър за химичен анализ
Машина за опънно изпитване с възможност за изпитване под налягане, която предоставя сертификационни доклади за всяка производствена партида
Освен това нашите линии за прахово боядисване се тестват и сертифицират в напълно оборудвана химическа лаборатория според стандартите на QUALICOAT.
ТЕСТ ЗА УДАР
В съоръжението за прахово боядисване се провежда тест за удар, за да се оцени гъвкавостта и издръжливостта на покритието. Всякакви пукнатини или подобни проблеми, открити по време на теста, показват потенциален проблем с качеството на покритието.
Покритият тестов панел се поставя върху маркираната с червено секция на устройството, подравнен с мястото на удара. След това ключалката, държаща тежестта в горната част, се освобождава чрез завъртане надясно, което позволява на тежестта да падне върху панела. След удара тежестта се повдига и се заключва обратно на мястото си. Тестовият панел се проверява, за да се определи дали резултатът е приемлив за производство или не.
ИЗПИТВАНЕ НА ОГЪВАНЕ
Тестът за огъване се използва за оценка на гъвкавостта на покритата повърхност.
Тестовият панел се поставя в процепа в центъра на устройството. Първо, долното дълго рамо се завърта, за да се закрепи панелът на място отдолу, след което горното дълго рамо се използва за заключването му отгоре. Заключеният панел се огъва назад с помощта на горното рамо. След огъване рамената се завъртат в обратна посока, за да се освободи панелът. Резултатите от теста за огъване се анализират, за да се получи обратна връзка относно пригодността за производство.
ТЕСТ С КУПИНГ
Този тест се използва за оценка на устойчивостта на покритието на напукване и разслояване от металната повърхност.
Боядисаният тестов панел се поставя в устройството чрез завъртане на червените дръжки, за да се отвори държачът, след което се закрепва чрез завъртане в обратната посока. Електронният панел се активира с помощта на бутона ON/OFF, а черната дръжка отдясно се завърта бавно, докато панелът отчете 5 мм. След това се завърта обратно в обратната посока, докато достигне 0 мм. Панелът се освобождава и изважда от устройството, а електронният блок се изключва. Тестваният панел се изследва и резултатите се използват, за да се определи дали детайлът е подходящ за производство.
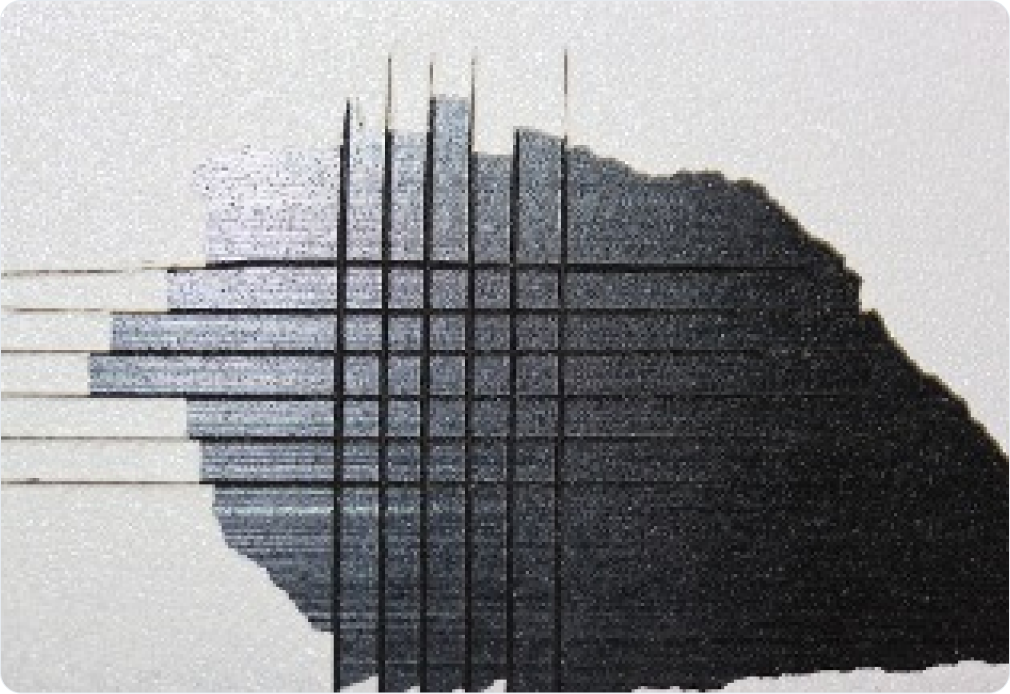
ТЕСТ С НАПРЯСЕН РАЗРЯЗ
Тестът за напречно рязане е механичен метод, използван за оценка на това колко добре покритието прилепва към повърхността.
В зависимост от дебелината на покритието в микрони, подходящо острие (1 мм, 2 мм или 3 мм) се използва за изрязване на решетка (хоризонтални и вертикални линии) върху повърхността. След това тестовият панел се изследва и резултатът се използва, за да се определи дали адхезията на покритието е достатъчна за производство.